Home / News & Blog / Abrasive Blog / How to Choose the Right Grit Size of Brown Fused Alumina for Your Application
By Leif Shi | 20+ Years in the Abrasives Industry
When it comes to industrial grinding, cutting, or surface finishing, choosing the right abrasive grit size can make or break your operation. As someone who’s been working with brown fused alumina (BFA) for over two decades, I’ve seen firsthand how much of a difference grit size makes — not just in performance, but in cost-efficiency, surface quality, and tool wear.
In this article, I’ll walk you through how to select the right grit size of brown fused alumina for your specific application, based on both technical knowledge and real-world shop-floor experience.
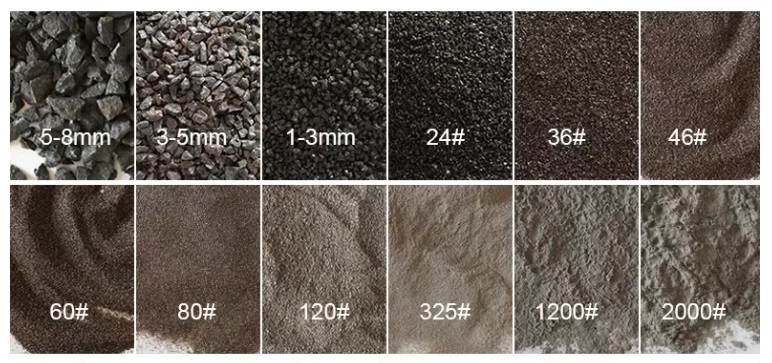
Before we dive into the details, let’s talk basics. Grit size refers to the average diameter of the abrasive particles. It’s usually measured using FEPA standards:
‘F’ series for bonded abrasives like grinding wheels
‘P’ series for coated abrasives like sandpaper and sanding belts
The general rule:
Coarse grits (e.g., F16–F36 / P24–P60) = faster material removal, rougher finish
Fine grits (e.g., F80–F240 / P100–P320+) = slower cut, smoother surface
In B2B applications like bonded abrasives, coated abrasives, and blasting media, using the wrong grit size can lead to:
Inefficient cutting or grinding;
Overheating;
Poor surface finish;
Wasted abrasive material;
Here’s a quick rule of thumb from experience:
|
Material Type |
Recommended BFA Grit Size |
|
Carbon steel, alloy steel |
F24–F46 |
|
Hardened tool steel |
F60–F100 |
|
Aluminum or copper |
F16–F36 (coarser to prevent clogging) |
|
Stainless steel |
F36–F80 |
|
Cast iron |
F24–F60 |
|
Non-metallic (wood, composites) |
F16–F36 |
Leif’s Tip: For softer metals like aluminum or bronze, go coarser — finer grains can load up and burn out the tool.
|
Application Type |
Ideal BFA Grit Range |
|
Rough grinding / heavy stock removal |
F16–F30 |
|
General cutting / shaping |
F36–F54 |
|
Blending or deburring |
F46–F80 |
|
Precision surface grinding |
F80–F150 |
|
Polishing before plating / coating |
F180–F240 |
Leif’s Note: If you’re switching from grinding wheels to abrasive belts, remember belts tend to cut more aggressively. So if you used F46 for wheels, go with F60 for belts for the same surface finish.
High-speed machines (belt grinders, wide belt sanders) generally pair better with finer grits (F60+). Slower machines, or ones with lower pressure, might need coarser grains to stay productive.
Dry grinding: Use coarser grits (they last longer and resist clogging);
Wet grinding: Go finer for cleaner, cooler cuts;
Expert Insight: If you use lubricating oil as your coolant, you can safely go up 1–2 grit sizes for a better finish without sacrificing efficiency.
As someone who has worked closely with abrasive manufacturers and end-users across industries — from aerospace to foundries — I can tell you this: There is no one-size-fits-all grit.
The best approach is always to:
Start with your material and surface finish goal;
Factor in equipment speed and pressure;
Run small batch tests to validate performance;
If you’re unsure, talk to your supplier. A reliable one (like us at DOMILL) will offer free samples and grit recommendations based on real application data.
Brown fused alumina is one of the most dependable and versatile abrasives in the world — but its true potential only shines when the right grit size is used. By aligning grit with material, application, and equipment, you’ll get cleaner cuts, longer tool life, and lower production costs.
If you’re sourcing BFA for your manufacturing process and need help determining the right grit size, feel free to reach out. With over 20 years of hands-on experience, I’m happy to offer tailored advice.